3Dプリンタ_howtouse
モデルを作る
ソフトは何でも構いません.
Autodesk Fusion 360なら無料で使用できます.
出力ファイル形式は.stlまたは.3mfにする必要があります.
3Dプリンタの使い方
3Dプリンタリスト
-
Bambu ID: bambu@nae-lab.org PW: いつもの弱いやつの最後の"1"を"!"に変えたもの
-
Form 3
-
MUTOH 133.11.237.99 ID: naelab PW: ********
-
CR-10(シングルヘッド) 133.11.237.114:5001 ID: naelab PW: ********
簡易チュートリアル(Bambu)
0 準備
- Bambu Studioをインストール
https://bambulab.com/ja-jp/download/studio
-
インストール後、Printer SelectionでBambu Lab X1 Carbonを選択。
-
Filament SelectionのFilament type, VendorはALLで良い。
4.Bambu Network plug-inをインストール。
-
シス管に頼んでbambu@nae-lab.orgグループに追加してもらう。
-
Bambu Studioでログイン。ID: bambu@nae-lab.org PW: いつもの弱いやつの最後の"1"を"!"に変えたもの
1 モデルの読み込み
-
stlファイルをBambu Studioで開く。複数ファイルを同時印刷する時はドラッグ&ドロップができる(3mfだとできない?)。
-
適当に回転させたりして、きれいに配置する。
プリント
-
Slice Plateを押す。
-
Print Plateを押す。
-
TimelapseをOFFにする。
-
Sendして、slackの#equipment-3dprinterに報告。
MUTOH
マニュアル
マニュアルを置いておきますので,必要に応じて参照してください.
MUTOHのプリンタ
日本語
English
MUTOHのユーザページ
ファームウェアやマニュアルなどのダウンロードができます。
https://wise.mutoh.co.jp/support/MagiX/login.asp
サポートID: 3133100000
シリアル番号: 1840743
特に気をつけて欲しいこと
-
チュートリアルマニュアルは必ず1度目を通す
-
使ったら中のゴミを掃除する
簡易チュートリアル(MUTOH)
0 準備
- Curaをインストール
https://ultimaker.com/software/ultimaker-cura
- インストール後初回起動時プリンタを追加する
「non network printer」->「Custom」->「Custom FFF Printer」を選択。名前は「MUTOHなど識別できる名前に」

- 「Printer」タブで以下のように設定する
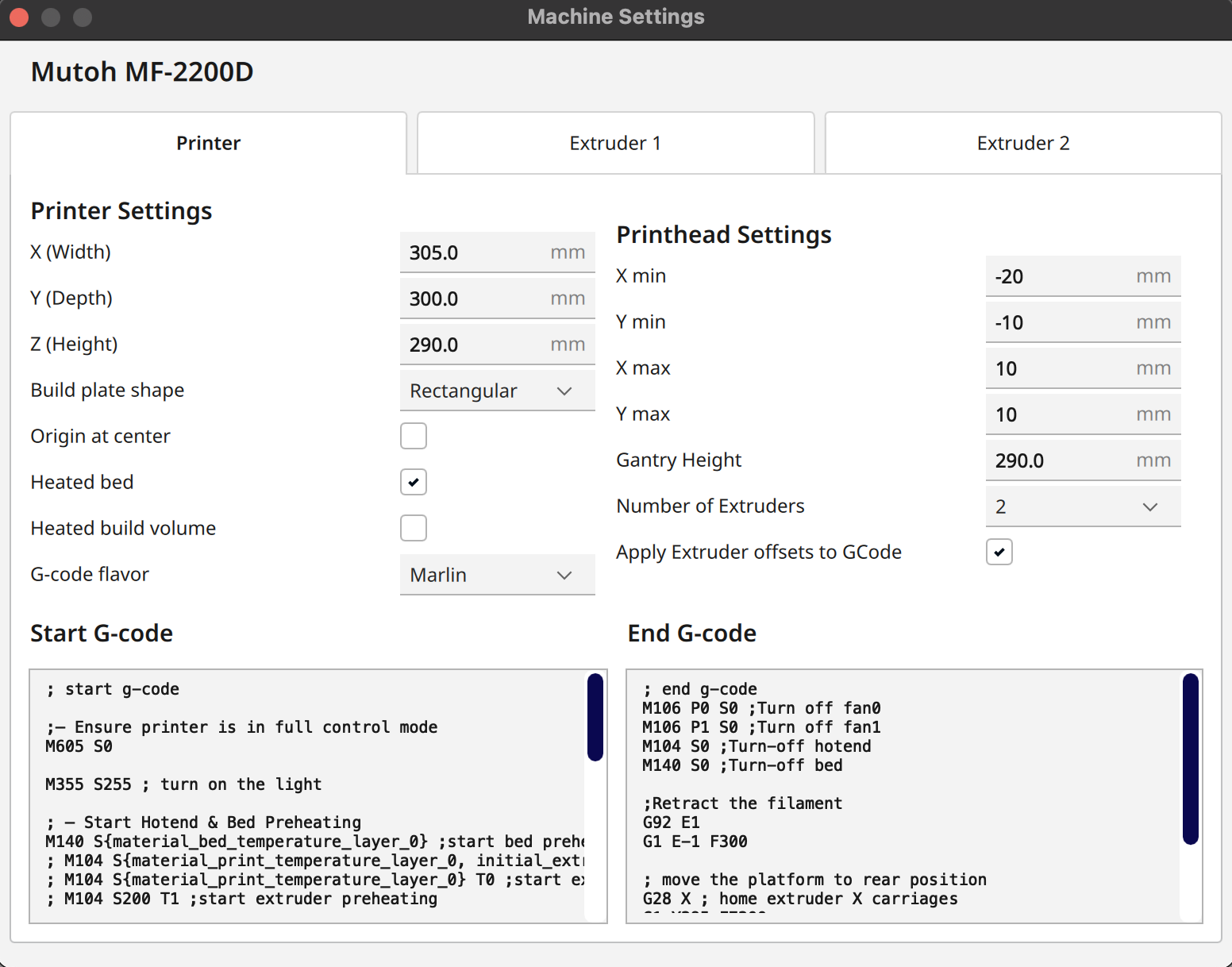
- a.「Start G-code」は以下
; start g-code
;— Ensure printer is in full control mode
M605 S0
M355 S255 ; turn on the light
; — Start Hotend & Bed Preheating
M140 S{material_bed_temperature_layer_0} ;start bed preheating
; M104 S{material_print_temperature_layer_0, initial_extruder_nr} T{initial_extruder_nr} ;start extruder preheating
; M104 S{material_print_temperature_layer_0} T0 ;start extruder preheating
; M104 S200 T1 ;start extruder preheating
G28 ;home all axis
M420 S1 ; load last saved bed level data
G28 X ; home only x axes to prevent crash
M190 S{material_bed_temperature_layer_0} ;wait for bed to get to temperature
G29 ;auto bed leveling
M109 R{material_print_temperature_layer_0, initial_extruder_nr} T{initial_extruder_nr} ;wait for extruder to get to temperature
; M109 R{material_print_temperature_layer_0} T0 ;wait for extruder to get to temperature
; M109 R200 T1 ;wait for extruder to get to temperature
G1 Z15.0 F6000 ; Move the platform down 15mm
M83 ; relative distance for extrusion
G1 X10 Y87.5 Z0.3 F3600 ; move to start
G1 X10 Y212.5 E19.45 F600 ; print line
G1 X15 Y212.5 F7200 ; move to start
G1 X15 Y87.5 E19.45 F600 ; print line
G1 E-2 F3600 ; retract
G1 Z15.0 F1200 ; Move the platform down 15mm
G1 E2 F3600 ; unretract
M82 ; absolute distance for extrusion
G92 E0 ; reset extruder position
- b.「End G-code」は以下
; end g-code
M106 P0 S0 ;Turn off fan0
M106 P1 S0 ;Turn off fan1
M104 S0 ;Turn-off hotend
M140 S0 ;Turn-off bed
;Retract the filament
G92 E1
G1 E-1 F300
; move the platform to rear position
G28 X ; home extruder X carriages
G1 Y295 F7200
G1 Z290 F2400
M355 S0 ; turn off the light
M84 ; Disable steppers
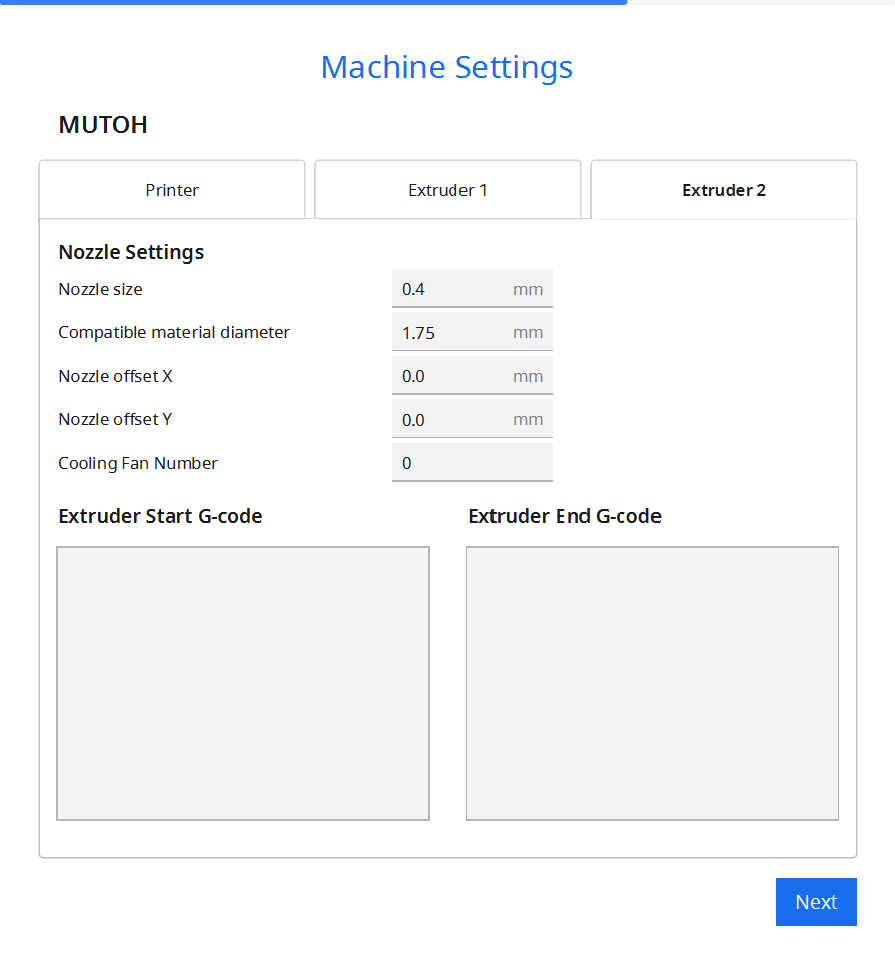
-
「Extruder 1」「Extruder 2」のいずれも以下の数値に設定する
-
「Finish」をクリック
-
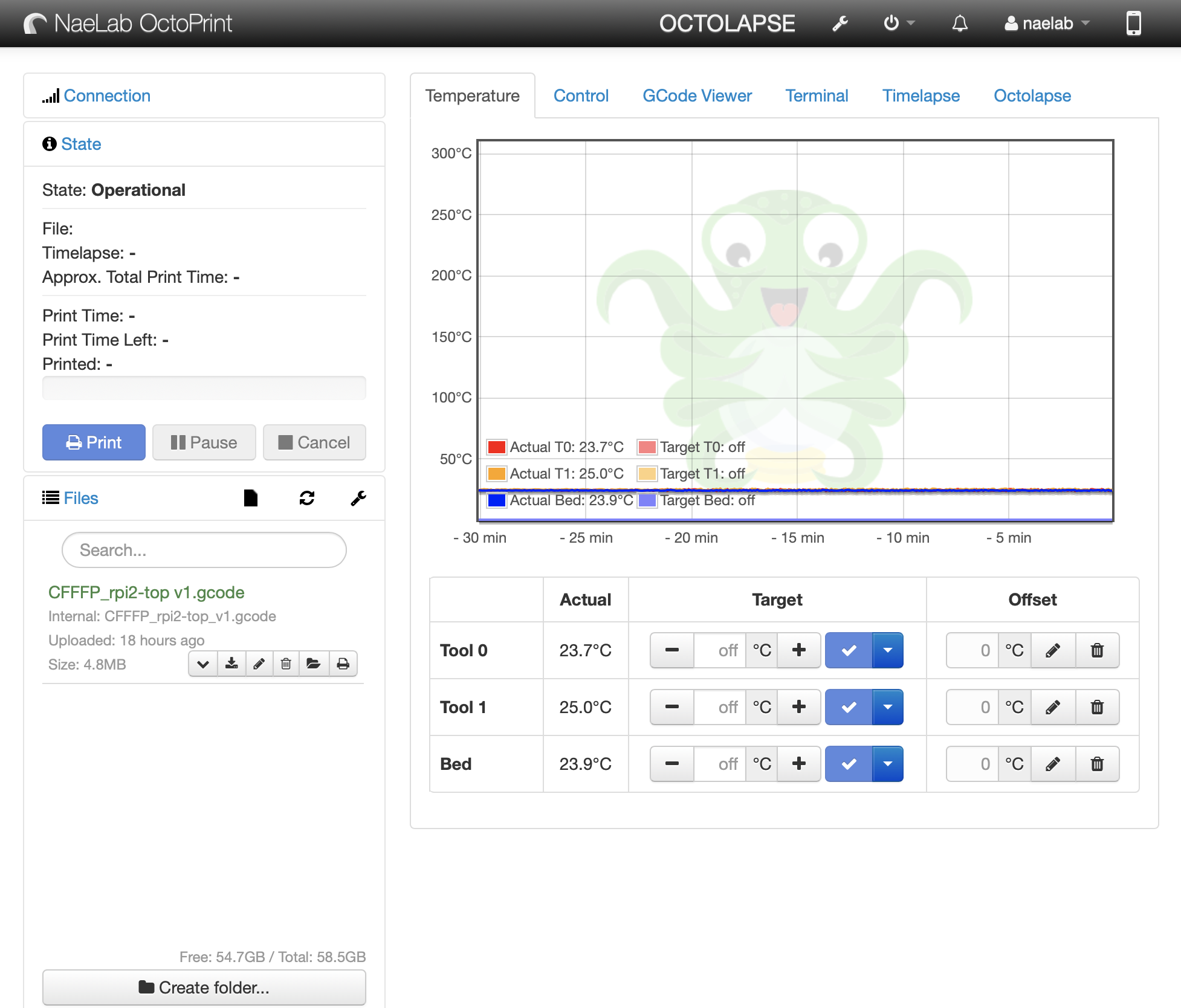
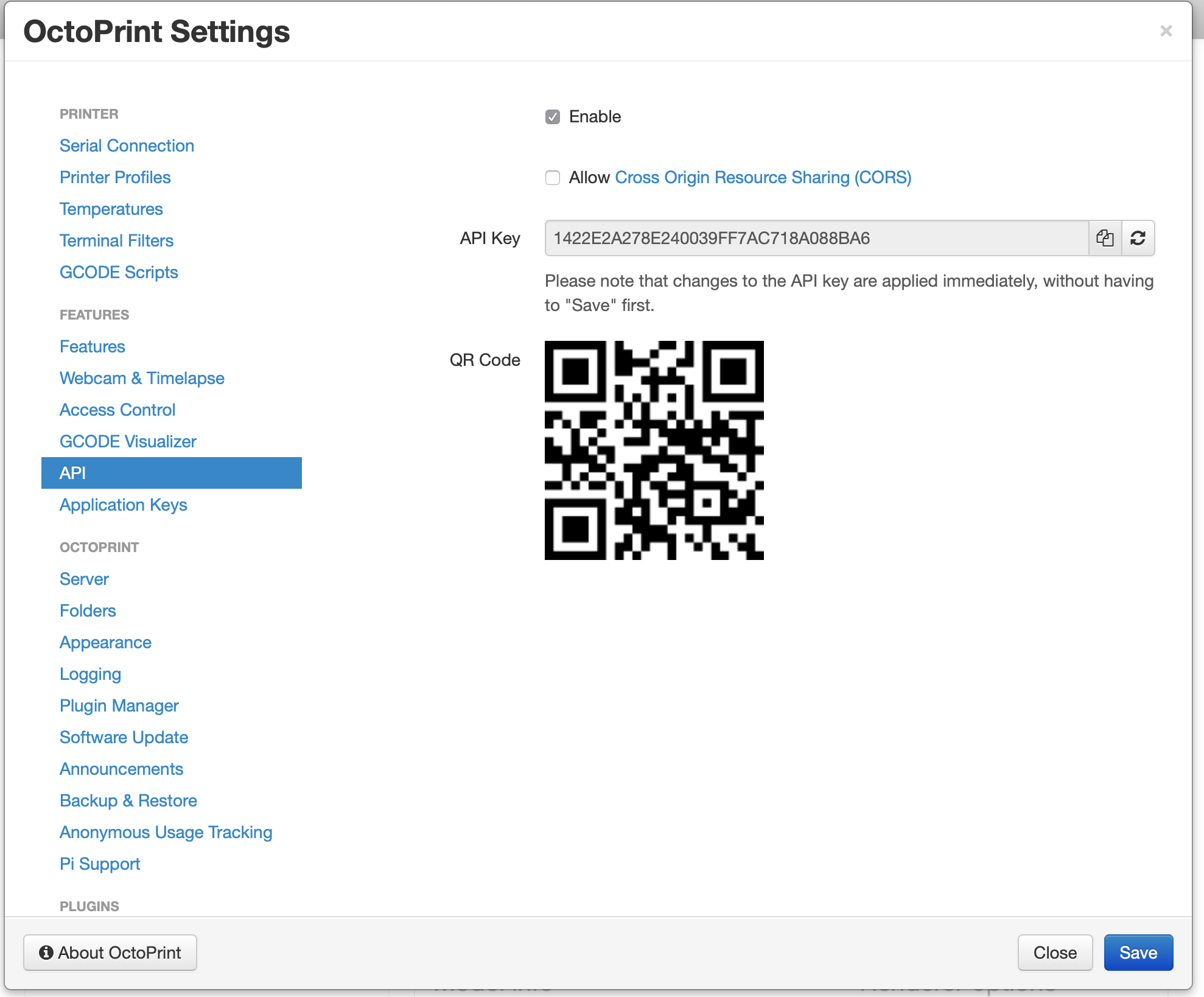
OctoPrintにアクセスする
-
アドレスは133.11.237.99
-
「Settings」「API」からAPI Keyを表示しコピーする
-
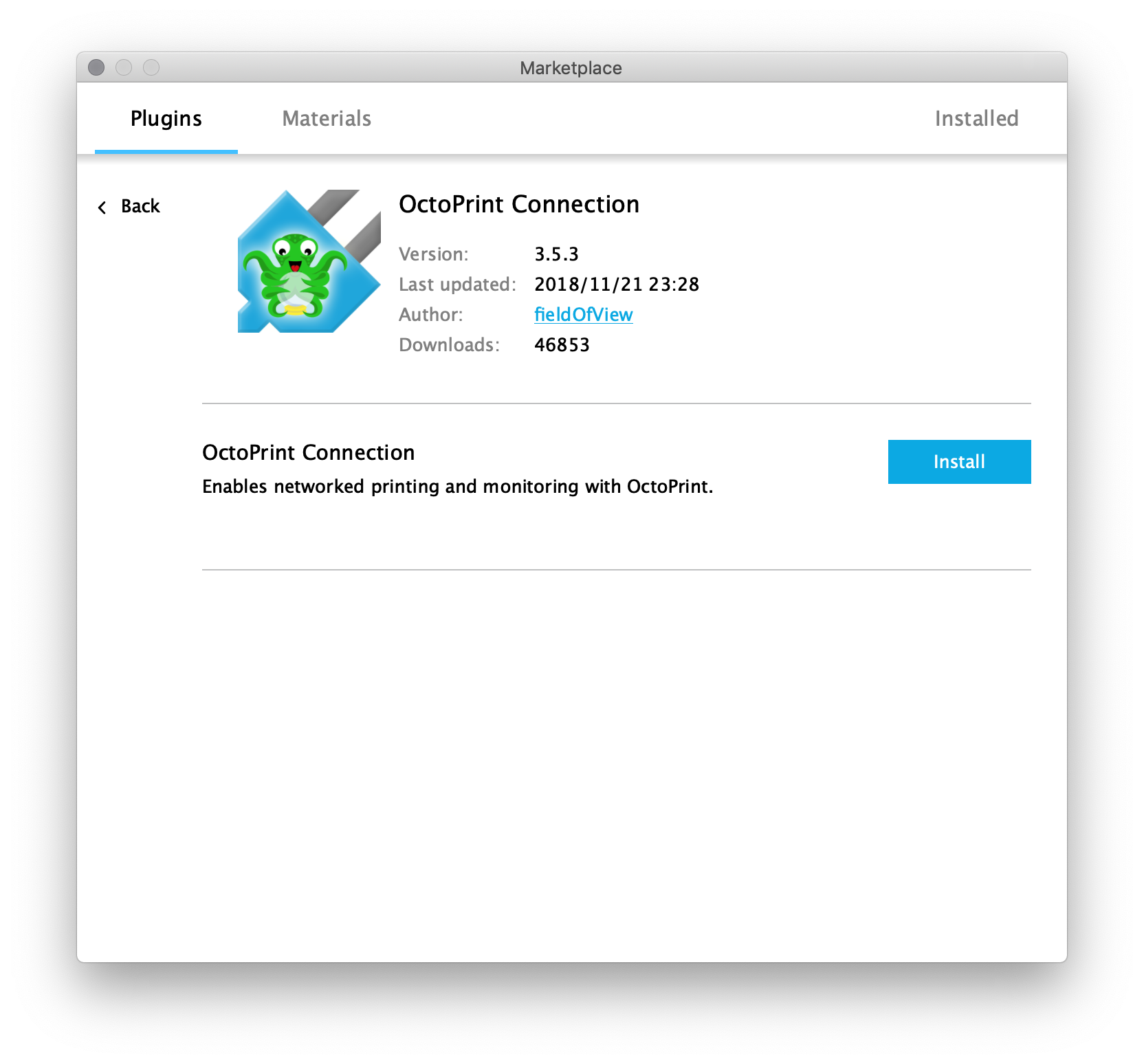
CuraとOctoPrintを連携させる
-
Curaの「MarketPlace」でプラグイン「OctoPrint Connection」をインストール
-
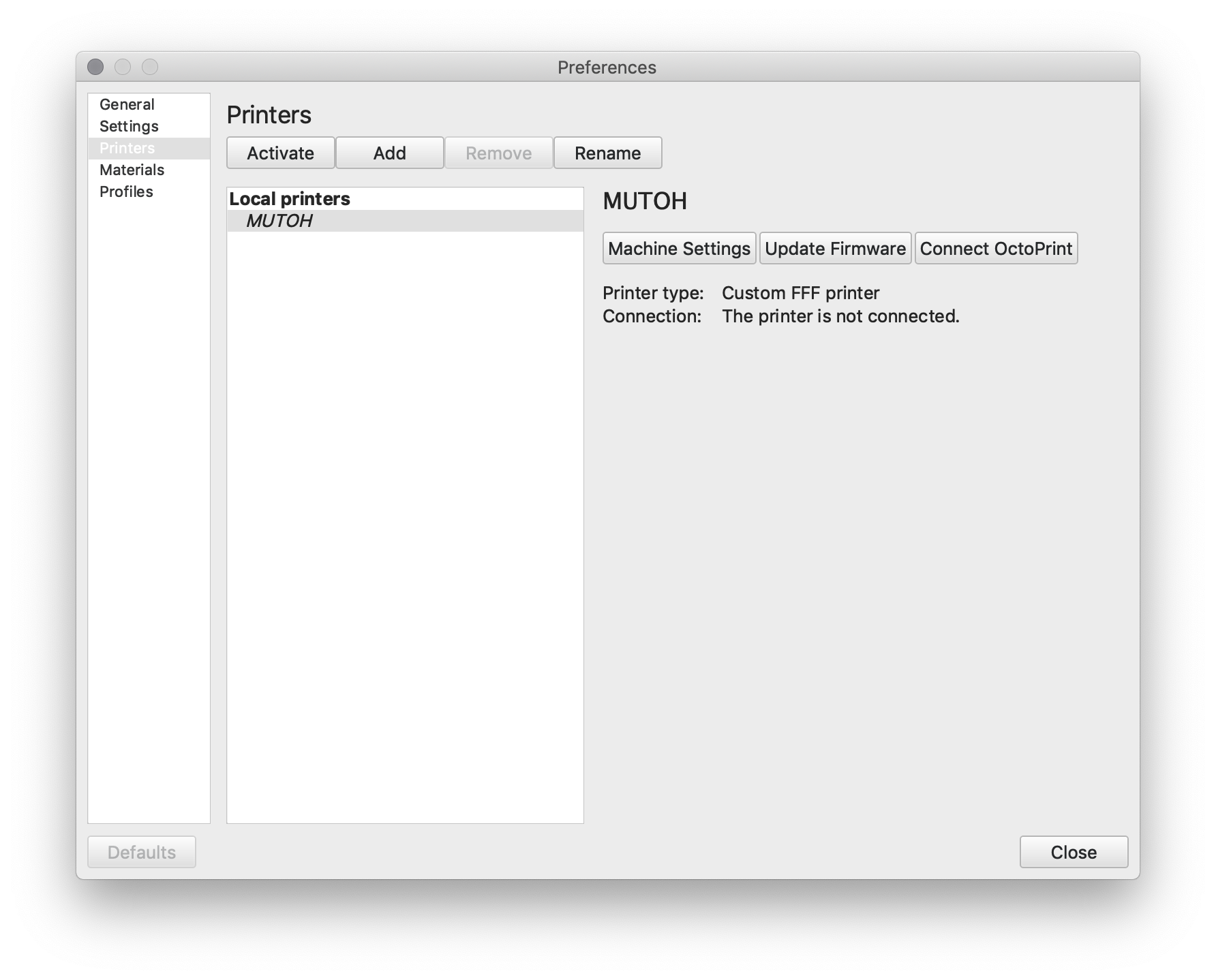
Curaの「Preferences」「Printers」で「Connect OctoPrint」という項目があるのでクリック
「Connect OctoPrint」がない場合は一度Curaを閉じて再起動すると現れる可能性がある
-
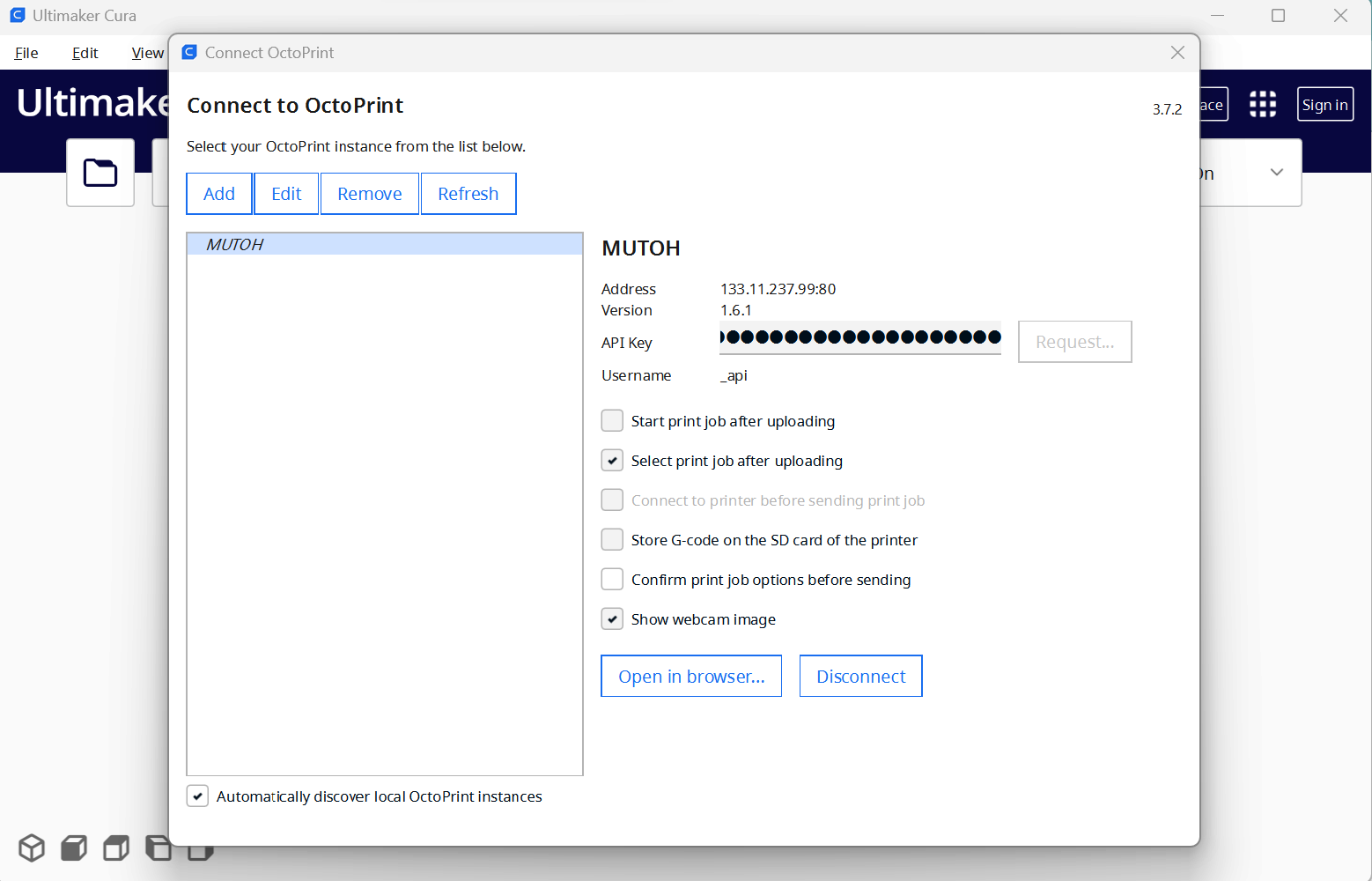
コピーしたAPI Keyをペーストする
-
「Start print job after uploading」のチェックを外し,「Select print job after uploading」にチェックを入れる
-
「Show webcam image」にチェックを入れておくとよい
-
「Connect」をクリックし閉じる
1 モデルの読み込み
-
Curaでstlファイルを読み込む
MUTOHであれば3mfファイルでも可
-
必要であれば拡大・縮小する
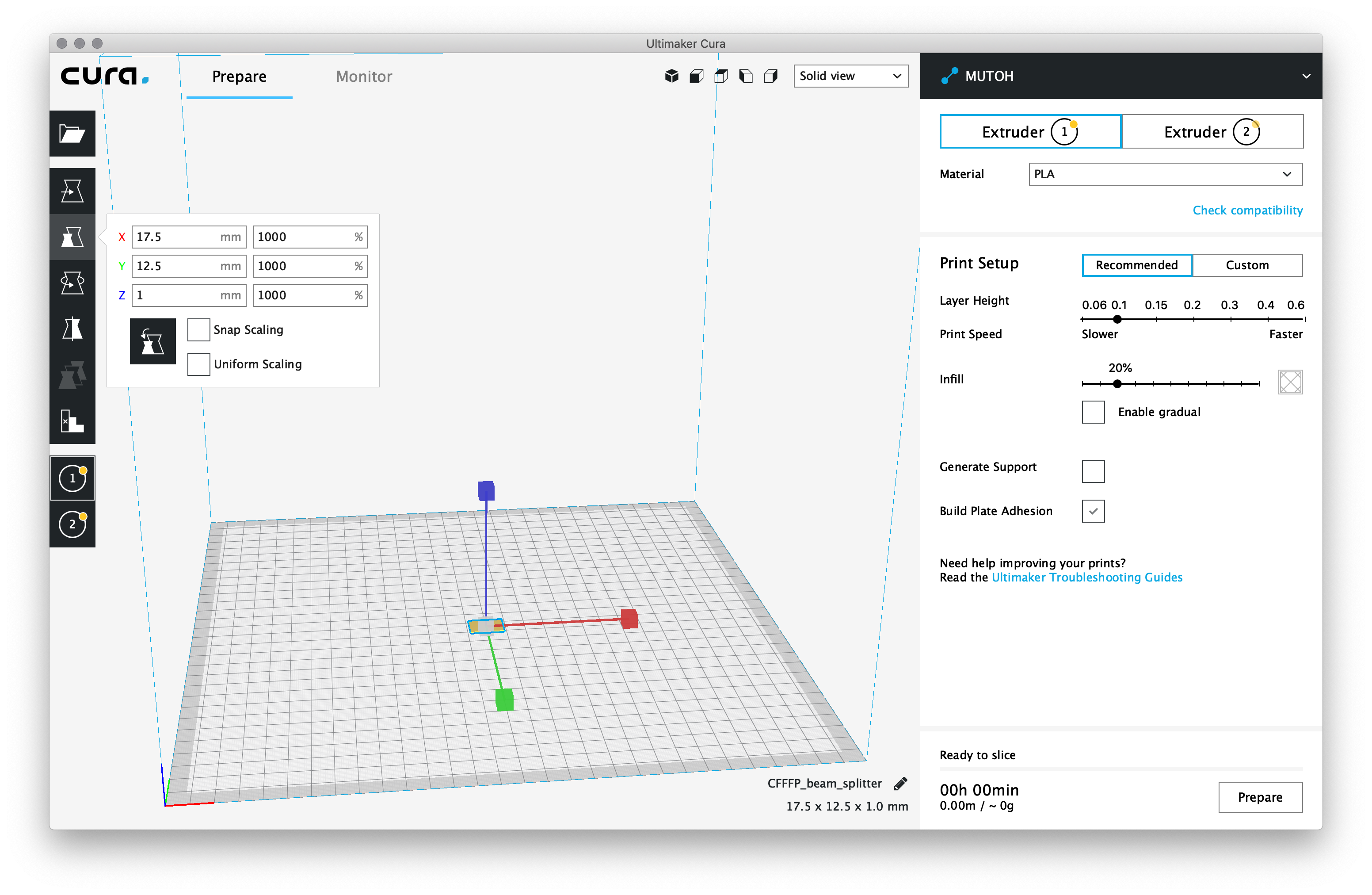
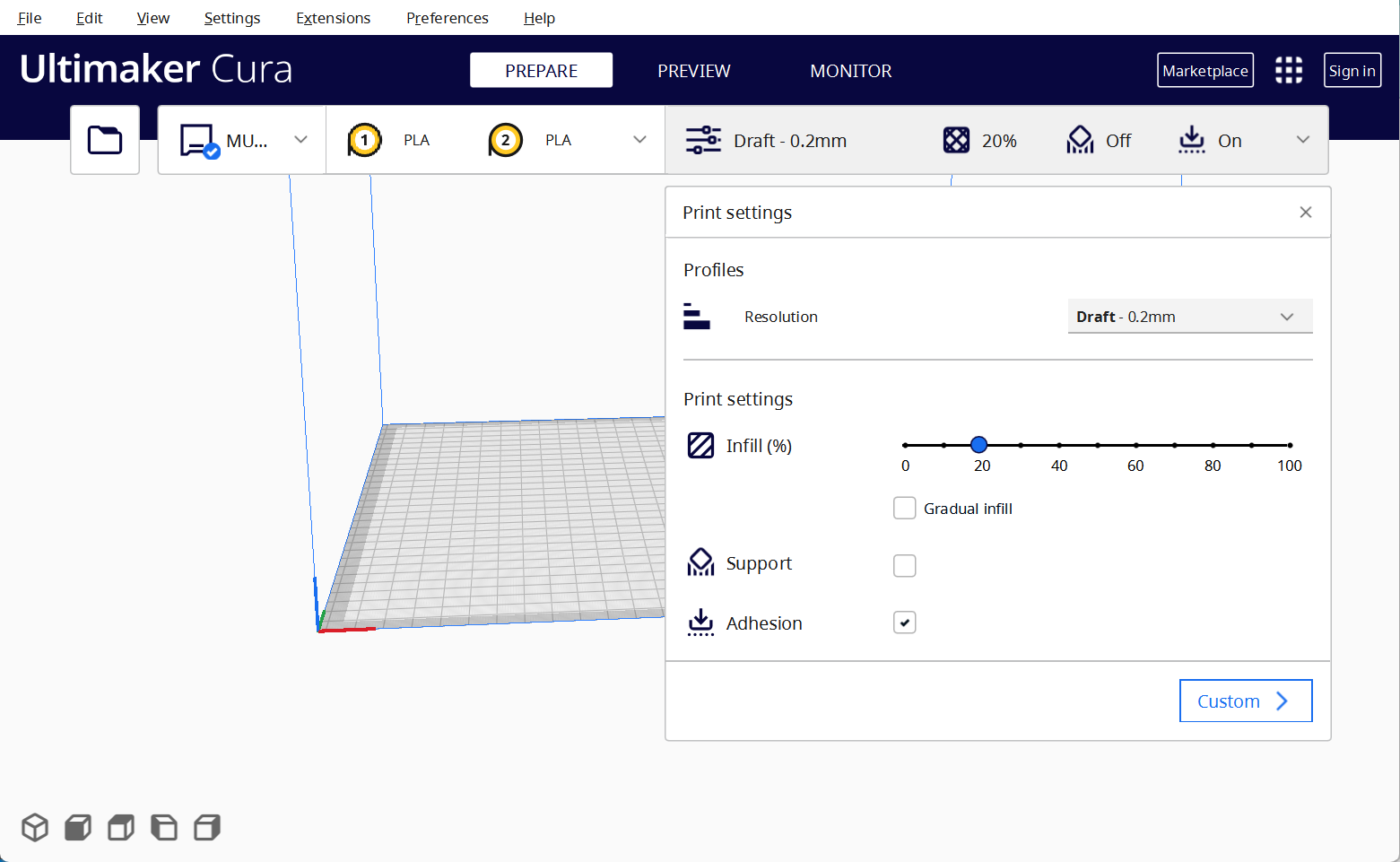
2 プリント
-
Layer Heightを0.2に設定する
-
Build Plate Adhesionにチェックを入れる
-
上級者はCustomで「Build Plate Adhesion」で「Skirt」にしておくとよい
-
「Prepare」をクリック
-
「Print with OctoPrint」をクリック
-
OctoPrint上で「Print」をクリック
3Dプリンタ使用の報告
使用頻度が増えてきているので、他の人への周知の意味で使用の際は下記のチャンネルに報告をお願いします。 #equipment-3dprinter
消耗品の発注について
- プリンタの下の在庫状況を見て足りなくなったら発注する。